Polymeeriputkien liittäminen yhteen linjaan tapahtuu kahdella tavalla: käyttämällä liitoselementtejä (liittimiä) tai juottamalla. Jälkimmäinen vaihtoehto on taloudellisempi - ei tarvitse ostaa lisäosia. Mutta se vaatii erikoistyökaluja. Jos tiedät hitsauksen monimutkaisuudet, on mahdollista juottaa muoviputket kotikäyttöön omin käsin ilman asiantuntijoiden osallistumista. Se säästää myös perhebudjettia.
Työkalut työn tekemiseen

Muovi- ja propyleenielementtien liittämiseen käytetään lämpödiffuusiomenetelmää - fuusiota kuumennettaessa erityisellä juotosraudalla. Se eroaa yksinkertaisesta juottotyökalusta siinä, että siinä ei käytetä kuparielektrodeja, vaan terässuuttimia. Ne on kiinnitetty juotosraudan lämmityselementin reikiin. Lämpötilan säätö tapahtuu rungossa sijaitsevalla termostaatilla.
Työskentelyyn polyeteenistä tai polypropeenista valmistettujen putkielementtien kanssa tarvitset lisäksi:
- mittalaitteet - mittanauha, viivain, neliö, taso;
- erikoistuneet sakset tai putkileikkurit;
- rasvanpoistoaine.
Lisäksi kannattaa valmistaa hienorakeinen hiekkapaperi tai ohut viila. Ne auttavat tekemään leikkauksesi täydellisesti sileiksi.
Turvatoimet
Kun työskentelet juotosraudan kanssa, sinun on noudatettava turvaohjeita. Laiminlyönti vaikuttaa kielteisesti tartunnan laatuun ja voi aiheuttaa vammoja ja palovammoja.
Noudata seuraavia sääntöjä:
- Aseta kuuma juotin vain jalustalle.
- Käytä käsineitä suojaamaan kätesi palovammoilta.
- Suorita työ hyvin ilmastoidussa tilassa, koska polymeerimateriaalit päästävät kuumennettaessa haitallisia aineita.
Kärjet ovat teflonpinnoitettuja hiilikerrostumien välttämiseksi. Jokaisen hitsausprosessin lopussa jäljellä oleva polymeeri on poistettava puulastalla. Jäähdytettyjen suuttimien puhdistaminen ei ole sallittua, koska se voi vahingoittaa päällystettä ja rikkoa juottimen.
Juotosputkien ominaisuudet

Ennen työn aloittamista sinun on valittava oikea tekniikka. Liitäntään käytetään kolmea juottomenetelmää:
- Kytkentä. Tässä tapauksessa käytetään kytkimiä, jotka työnnetään vastakkaisten osien väliin. Prosessin erikoisuus on, että vain itse liitoselementit lämmitetään. Yleensä menetelmää käytetään putkille, joilla on pienet ja keskisuuret poikkileikkaukset.
- Kellon muotoinen. Käytetään erikokoisia suuttimia. Osien päät leikataan 90 asteen kulmassa ja puhdistetaan ja työnnetään sitten vastaavan osan suuttimeen. Juottamisen aikana näiden kahden elementin päät kuumennetaan, sulatetaan ja liitetään toisiinsa. Telakointiaseman jälkeen osia ei saa kiertää.
- Butykova. Samanaikaisesti kahden segmentin päät keitetään koko tasoa pitkin. Sitä käytetään suurten putkien liittämiseen - halkaisijaltaan yli 5 cm ja seinämän paksuuteen 0,4 cm.
Jos haluat juottaa vahvistetut putket, tarvitset erityisen työkalun - parranajokoneen. Putki on puhdistettava alumiinista, joka on piilotettu ylemmän polymeeripinnoitteen alle. Lisäksi putket hitsataan standardimenetelmän mukaisesti.
Joskus putkiosassa vaaditaan kierteitettyjä osia. Tämä liitos voidaan juottaa sopivaan putkiliitokseen.Putkien hitsaustyöt tulee suorittaa vain positiivisissa ympäristön lämpötiloissa.
Hitsausprosessin järjestys
Ensin sinun on valmisteltava putket itse. Ne on jaettu tarvittavan kokoisiksi paloiksi, päät tasoitetaan ja kiillotetaan, liitokset pyyhitään rasvanpoistoaineella.
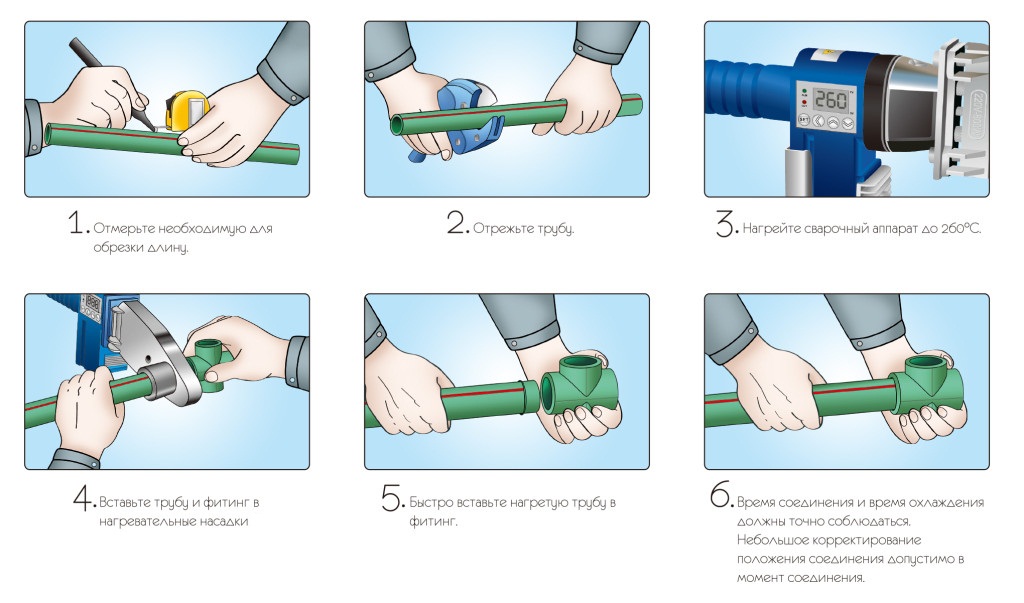
Termostaattia käyttämällä valitaan tarvittava lämmitys ottaen huomioon polymeerien tämän indikaattorin ero. Voit selvittää, mitkä putket juotat, merkitsemällä itse tuotteeseen. Polypropyleeni- ja polyvinyylikloridiputkille (PP ja PVC) lämmitys suoritetaan 260 asteeseen, polyeteeniputkille (HDPE) - 220 asteeseen. Lämmitetyt elementit liitetään toisiinsa asettamalla putki holkkiin, kytkimeen tai liittämällä segmenttien päät.
Sulamisen kesto vaaditun lämpötilan saavuttamisen jälkeen määritetään osasta riippuen:
| Tuotteen halkaisija (mm) | Lämmitysaika haluttuun lämpötilaan (s) | Tarttumisjakso (s) | Jäähdytysaika (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Kun liitos on jäähtynyt, tarkista suoritetun työn oikeellisuus. Hitsatun osan tiiviys tarkistetaan puhaltamalla ja johtamalla vettä. Jos liitoksen sauma tehdään huonosti, sauma katkaistaan ja hitsaus suoritetaan uudelleen.
Juotos vaikeasti saavutettavissa paikoissa ja kulmissa

Tarvittaessa putket voidaan juottaa kulmassa. Tätä varten käytetään erityisiä kulmaliittimiä. Kulmaa käytetään taivutusasteen säätämiseen. Osta tuotteita yhdeltä valmistajalta, mikä varmistaa liitettävien elementtien korkean tarttuvuuden.
Hitsaus vaikeasti saavutettavissa paikoissa on maallikon kannalta vaikeaa. Kun työskentelet katon alla, juotoskone on ripustettava koukkuun. Joskus joudutaan vaihtamaan osa jo toimivasta vesijärjestelmästä: jos vaurioituu vettä, josta vesi tippuu, tai jos tukos on voimakas. Helpoin tapa on juottaa kierteitetyt liittimet niihin paikkoihin, joissa se on kätevä tehdä, ja istuttaa jo putkiosa niihin.
Voit juottaa polypropeeniputken, jos vettä tippuu pienen halkeaman läpi, käyttämällä käsityönä olevaa hitsausmenetelmää. Rako on suljettu materiaalilla, josta putki on valmistettu. Kuuma naula tai ruuvimeisseli asetetaan vialliseen kohtaan. Reikä on peitetty sulalla polymeerillä. Mutta tämä on väliaikainen vaihtoehto, vaurioitunut alue on silti vaihdettava.
Lyhyeksi ajaksi polymeerituote voidaan sulkea teollisella hiustenkuivaajalla. Liitosta kuumennetaan, kunnes materiaali pehmenee. Putkelle kiinnitetään puristin ja kiristetään tiukasti.
Mahdolliset virheet

- työskennellä raakojen viipaleiden kanssa;
- telakointiosien epätasaisuus;
- liitettyjen elementtien epätarkka suuntaus;
- liikaa voimaa liittyessä;
- putken puutteellinen asettaminen liittimeen;
- hitsattavien osien vähän tai liiallista kuumenemista;
- vahvistavan kerroksen läsnäolo;
- elementtien asennon muuttaminen muovin jäähtymisen jälkeen;
- käyttämällä juotinta, jonka suuttimet ovat saastuneet polymeerillä;
- jäähdytettyjen suuttimien puhdistaminen ja myöhempien osien käyttö vaurioituneella teflonikerroksella.
Joskus korkealaatuisilla materiaaleilla voimakas ylikuumeneminen ei aiheuta visuaalisia ulkoisia vikoja. Mutta samalla tapahtuu sisäinen muodonmuutos, kun lämmitetty muovi estää sisäkäytävän. Tämä johtaa veden virtauksen nopeaan tukkeutumiseen ja tukkeutumiseen.
Kuuman juottamisen lisäksi käytetään kylmähitsausmenetelmää. Tekniikka sisältää erityisen liuottimen käytön aktiivisena juotoskomponenttina, joka pehmentää polymeerin rakennetta. Menetelmä ei ole monimutkaisuutensa vuoksi saanut paljon suosiota.