El sostre metàl·lic és una versió millorada i més atractiva de la xapa perfilada. Va rebre el seu nom perquè imita l'herpes zòster, però de vegades té un aspecte molt més estètic. El material es fabrica amb una tecnologia especial i per a diferents propòsits.
On es produeixen les rajoles metàl·liques?
Les rajoles metàl·liques són un revestiment popular, de manera que les fabriquen tant grans fàbriques com petites empreses. La qualitat de la xapa no depèn de l’escala de producció, sinó de l’equip utilitzat per a la fabricació de rajoles metàl·liques. Com en molts altres casos, la qualitat depèn de l'adherència a totes les complexitats de la tecnologia.
Les empreses de revestiment més famoses de Rússia inclouen:
- Neva-Stal;
- "KSP";
- Centre de metall de Sibèria;
- "Electroshield".
Hi ha moltes altres fàbriques ubicades a Moscou, Lipetsk, Sant Petersburg, Volgograd.
Dels fabricants estrangers, els més populars al mercat rus són:
- L’empresa finlandesa RUUKKI;
- un dels majors productors de metall del món, la companyia Arcelor Mittal;
- Empresa eslovaca U.S. Acer Kosice.
Les empreses petites de Polònia i la Xina també són populars.
En comprar rajoles metàl·liques, cal parar atenció al període de garantia. Quan es recobreix amb plastisol, per exemple, la garantia del fabricant és de 50 anys.
De què estan fetes les rajoles metàl·liques

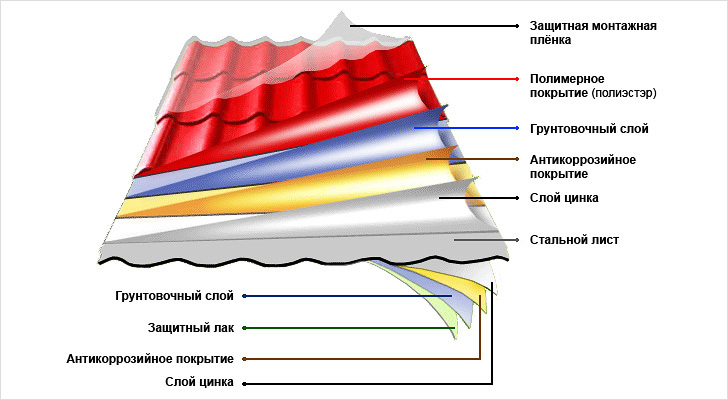
Les rajoles metàl·liques són un material multicapa complex. Consta dels elements següents.
- La base és una xapa de metall. Molt sovint és d’acer, però el coure i l’alumini també poden servir de base. Aquest últim és més lleuger i no té por a la corrosió, per tant no necessita cap capa protectora de zinc.
- Capa de zinc: cobreix el full pels dos costats. El metall crea una pel·lícula oxidant, evitant que l’oxigen i la humitat arribin a la base d’acer. La densitat de la capa varia de 190 a 275 g / m². Determina on es poden utilitzar rajoles metàl·liques: a la regió sud, a les terres altes, a la zona del costat del mar.
- Capa passiva: crea una mena de tampó compensador i millora l'adherència.
- Capa del sòl: realitza la mateixa tasca, però de manera més selectiva respecte al recobriment aplicat.
- La capa inferior de la rajola metàl·lica és el vernís. És incolor i no té cap efecte decoratiu. La seva tasca és crear protecció mecànica addicional.
- La capa superior del terra és un revestiment decoratiu basat en una composició de polímers. La pintura determina no només l’aspecte de la rajola metàl·lica, sinó també la seva resistència als raigs ultraviolats, a la tensió mecànica i a la humitat.
Les característiques de la capa decorativa superior determinen en gran mesura la durabilitat del material.
Tecnologia de producció

Independentment del tipus d’equipament per a la producció de taulers ondulats i rajoles metàl·liques, el procés de fabricació inclou tres etapes principals:
- rodar un perfil i obtenir una superfície de relleu;
- estampació: formació d’un perfil: cascada, monterrey, supermonterrey;
- tallar en fulls de la mida requerida.
En cada etapa, és necessari controlar la correcta execució de les operacions tècniques i comprovar la conformitat de la peça. És important seguir la seqüència acuradament durant el rodatge. En estampar, haureu de controlar el compliment de la peça amb el perfil especificat.
La tecnologia inclou les següents operacions.
- Un rotlle de metall d’un cert gruix (de 0,4 a 12 mm) s’alimenta a la línia de desenrotllament i es fixa al compartiment.
- La línia es porta al molí de disseny, on s’estampa el perfil. Hi ha molts tipus de relacions entre cresta i forma d’ona.
- La tira s’alimenta a les tisores, on la tela es talla automàticament en fulls de la mida requerida.
- La peça es transfereix a la galvanització. En alguns casos, aquesta operació es realitza abans de rodar.
- La rajola metàl·lica es cobreix amb capes de protecció: primer amb una capa passivant, després amb una imprimació i al final amb una capa d’una composició de color polímer.
L’esquema general es conserva en la fabricació de qualsevol tipus de rajola metàl·lica. Les característiques del material determinen les característiques del perfil, el gruix de la capa de zinc, la composició de la pintura.
Tipus de recobriments
- Polièster: mat o llis. El recobriment s’utilitza el 75% del temps. Gruix de la capa de 25 micres. El polièster és resistent al desgast i proporciona una protecció UV mitjana. És a dir, a les zones amb sol agressiu, el revestiment es crema. Dissenyat per a 5-10 anys de funcionament. La capa de polièster mat és més gruixuda, fins a 35 micres. Aquest recobriment dura fins a 15 anys.
- Poliuretà - pural. S’aplica en una capa de fins a 50 micres. És molt resistent, suporta temperatures de -60 a +100 C. No s’esquerda en condicions d’alta humitat i no s’esvaeix sota el sol. La vida útil no és inferior a 30 anys. Aquestes rajoles de metall són molt més cares.
- Purex és una pel·lícula decorativa amb molt alta plasticitat i resistència. Coneixements de RUUKKI. El fabricant ofereix una garantia de cobertura durant 50 anys.
- El plastisol és un polímer basat en clorur de polivinil. No massa resistent al fred, només suporta 10 C, però tolera bé la calor. La capa de plastisol arriba als 200 micres. Això no només proporciona durabilitat i resistència a les ratllades, sinó que també produeix efectes decoratius inusuals. La capa de plastisol està en relleu per aplicar un patró de relleu a la superfície. La vida útil és de 60 a 70 anys.
- El PDVF és una nova variant que és altament resistent als UV. Tot i que el recobriment s’aplica en una capa fina de 27 micres, això és suficient per garantir la durabilitat de la rajola metàl·lica.
La vida útil del recobriment depèn de les condicions de funcionament.
Equips per a la fabricació de rajoles metàl·liques

Els equips per a la producció de rajoles metàl·liques inclouen diversos accessoris diferents per realitzar diferents tasques.
- El desenrotllador de rotlles és un dispositiu de consola accionat per instal·lar i desenrotllar productes de xapa fina. Pot ser una estructura independent, però amb més freqüència forma part de la línia tecnològica. El producte es tria en funció de la seva capacitat de càrrega, velocitat de desenrotllament, potència i amplada de banda permesa.
- La màquina principal per a sostres metàl·lics és una màquina de formar rotllos. En el procés de plegat, exerceix un efecte de compressió i tracció sobre una xapa de metall. Com a resultat, el full adopta una configuració determinada. La flexió és possible en qualsevol angle. Al mateix temps, la làmina continua sent monolítica i no perd força. Les màquines de formar rotllos estan automatitzades, cosa que redueix el risc d'errors i fallades. Paràmetres de selecció: velocitat de rodament, potència, gruix i amplada màxims permesos.
- Premsadora - hidràulica. Inclou una premsa, on es formen escenaris, estampes i estacions hidràuliques: dispositius que subministren oli als cilindres hidràulics. El palet, que surt del molí de formació de rotllos, té una forma ondulada. A la màquina de premsar, el relleu ondulat queda arrugat, prenent la forma de passos. La unitat es selecciona segons la potència, el nivell de pressió, l'amplada del perfil possible.
- Tall de metall amb tisores: els fulls estampats a la màquina s’alimenten a les cisalles de guillotina. Un dispositiu accionat hidràulicament o mecànicament talla les peces en làmines. Paràmetres d’avaluació: traç de ganivet, gruix i amplada de xapa admissibles, nombre de traços de ganivet per minut. Aquest indicador determina l'eficiència de la unitat.
- Receptor de fulls: després de tallar, les fulles es transfereixen al receptor de fulls. Els models simples només poden tenir 1 full, els avançats, diversos.
- Palet per a fulls acabats: des del receptor es transmeten els fulls al palet. Aquí s’apilen i es traslladen al magatzem mitjançant una grua de càrrega.
Sistema de control automàtic (ACS)
La majoria dels equips: una màquina per a la fabricació de rajoles metàl·liques, premsat, cisalla-guillotina, es pot automatitzar. Sembla més convenient no programar cada màquina per separat, sinó incloure-la en un sol sistema i donar ordres a totes les unitats de la línia alhora. Això es fa mitjançant el sistema de control automàtic.
El criteri principal per triar un ACS és la magnitud de l’error. Com més petit és, més precís és el mesurament i el tall, cosa que redueix els costos.
Línies de producció completes

Per a la fabricació de rajoles metàl·liques, podeu adquirir una línia confeccionada que inclou tots els elements necessaris. Segons la configuració i el rendiment, les línies es divideixen en 3 classes.
El bàsic inclou un laminador, cisalles-guillotina, una màquina de premsar, un sistema hidràulic i un sistema de control automatitzat. Aquesta opció és adequada per a arrencades i petites produccions.
Estàndard: el paquet compleix les necessitats de les petites o mitjanes empreses. A més de l’equip que apareix a la llista, inclou un desenrotllador de bales, palets i altres accessoris. Velocitat de rodament de fins a 7-8 metres per minut.
La prima també inclou un tancador de porta i servos. La productivitat de la línia és superior, fins a 10 metres per minut.