Metallikatto on parannettu ja houkuttelevampi versio profiloidusta levystä. Se sai nimensä, koska se jäljittelee vyöruusua, mutta näyttää joskus paljon esteettisemmältä. Materiaali on valmistettu erityistä tekniikkaa käyttäen ja eri tarkoituksiin.
Missä metallilaatat valmistetaan?
Metallilaatta on suosittu pinnoite, joten sen valmistavat sekä suuret tehtaat että pienet yritykset. Levyn laatu ei riipu tuotannon laajuudesta, vaan metallilaattojen valmistuksessa käytetyistä laitteista. Kuten monissa muissakin tapauksissa, laatu riippuu siitä, että noudatetaan kaikkia tekniikan hienovaraisuuksia.
Venäjän tunnetuimpia pinnoitusyhtiöitä ovat:
- Neva-Stal;
- "KSP";
- Siperian metallikeskus;
- "Sähkökilpi".
Moskovassa, Lipetskissä, Pietarissa, Volgogradissa on monia muita tehtaita.
Ulkomaisista valmistajista suosituimmat Venäjän markkinoilla ovat:
- Suomalainen yritys RUUKKI;
- yksi maailman suurimmista metallintuottajista, Arcelor Mittal -konserni;
- Slovakilainen yritys U.S. Teräs Kosice.
Pienet yritykset Puolassa ja Kiinassa ovat myös suosittuja.
Kun ostat metallilaattoja, sinun on kiinnitettävä huomiota takuuaikaan. Esimerkiksi plastisolilla päällystettynä valmistajan takuu on 50 vuotta.
Mistä metallilaatat on valmistettu

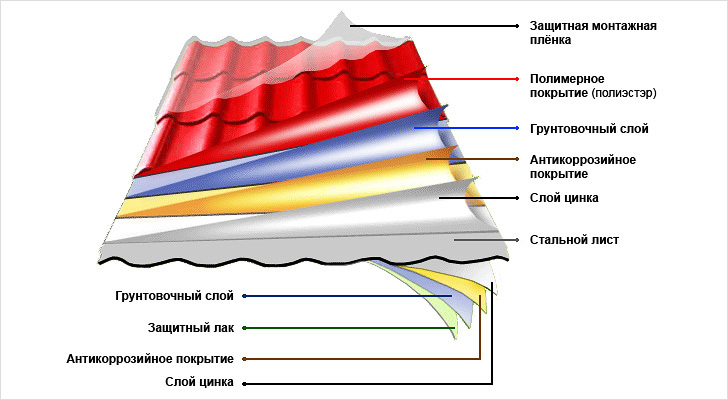
Metallilaatta on monimutkainen monikerroksinen materiaali. Koostuu seuraavista elementeistä.
- Pohja on metallilevy. Useimmiten se on terästä, mutta kupari ja alumiini voivat toimia myös pohjana. Jälkimmäinen on kevyempi eikä pelkää korroosiota, joten se ei tarvitse suojaavaa sinkkikerrosta.
- Sinkkikerros - se peittää levyn molemmin puolin. Metalli luo hapettavan kalvon estäen happea ja kosteutta pääsemästä teräspohjaan. Kerroksen tiheys vaihtelee välillä 190 - 275 g / m². Se määrittää, missä metallilaattoja voidaan käyttää: eteläisellä alueella, ylängöllä, meren vieressä.
- Passiivinen kerros - luo eräänlaisen kompensoivan puskurin ja parantaa tarttuvuutta.
- Maaperäkerros - suorittaa saman tehtävän, mutta valikoivammin levitetyn pinnoitteen suhteen.
- Metallilaatan alempi kerros on lakka. Se on väritön eikä sillä ole koristeellisia vaikutuksia. Sen tehtävänä on luoda mekaaninen lisäsuoja.
- Lattian yläkerros on koristeellinen pinnoite, joka perustuu polymeerikoostumukseen. Maali määrittää metallilaattojen ulkonäön lisäksi myös sen kestävyyden ultraviolettisäteille, mekaaniselle rasitukselle ja kosteudelle.
Ylemmän koristekerroksen ominaisuudet määräävät suurelta osin materiaalin kestävyyden.
Tuotantoteknologia

Aaltopahvin ja metallilaattojen tuotantolaitteiden tyypistä riippumatta valmistusprosessi sisältää 3 päävaihetta:
- profiilin vierittäminen ja helpotuspinnan saaminen;
- leimaaminen - profiilin muodostaminen: kaskadi, monterrey, supermonterrey;
- leikkaamalla halutun kokoisiksi arkeiksi.
Kussakin vaiheessa on välttämätöntä valvoa teknisten toimintojen asianmukaista suorittamista ja tarkistaa työkappaleen vaatimustenmukaisuus. On tärkeää seurata järjestystä huolellisesti vierityksen aikana. Kun leimataan, sinun on valvottava, että työkappale on määritetyn profiilin mukainen.
Teknologia sisältää seuraavat toiminnot.
- Metallirulla, jonka paksuus on 0,4 - 12 mm, syötetään kelauslinjaan ja kiinnitetään lokeroon.
- Linja tuodaan suunnittelutehtaalle, jossa profiili leimataan. Huipun ja aaltomuodon suhteita on monenlaisia.
- Nauha syötetään saksiin, missä raina leikataan automaattisesti halutun kokoisiksi arkeiksi.
- Työkappale siirretään galvanointiin. Joissakin tapauksissa tämä toimenpide suoritetaan ennen vierimistä.
- Metallilaatta on peitetty suojakerroksilla: ensin passivointikerroksella, sitten pohjamaalilla ja lopussa polymeerivärisen koostumuksen kerroksella.
Yleinen järjestelmä säilyy kaikenlaisten metallilaattojen valmistuksessa. Materiaalin ominaisuudet määrittävät profiilin ominaisuudet, sinkkikerroksen paksuuden ja maalin koostumuksen.
Pinnoitteiden tyypit
- Polyesteri - matta tai sileä. Pinnoitetta käytetään 75% ajasta. Kerroksen paksuus 25 mikronia. Polyesteri kestää kulutusta, tarjoaa keskimääräisen UV-suojan. Toisin sanoen alueilla, joilla on aggressiivista aurinkoa, pinnoite palaa. Suunniteltu 5-10 vuoden toimintaan. Matta polyesterikerros on paksumpi - jopa 35 mikronia. Tämä pinnoite kestää jopa 15 vuotta.
- Polyuretaani - pural. Se levitetään kerroksena enintään 50 mikronia. Se on erittäin kestävä, kestää lämpötiloja -60 ... + 100 ° C. Se ei halkeile kosteissa olosuhteissa eikä haalistu auringon alla. Säilyvyysaika on vähintään 30 vuotta. Tällaiset metallilaatat ovat paljon kalliimpia.
- Purex on koristeellinen kalvo, jolla on erittäin korkea plastisuus ja lujuus. RUUKKI: n taitotieto. Valmistaja antaa takuun kattavuudelle 50 vuodeksi.
- Plastisoli on polyvinyylikloridiin perustuva polymeeri. Ei liian kylmänkestävä - kestää vain - 10 ° C, mutta sietää hyvin lämpöä. Plastisolikerros saavuttaa 200 mikronia. Tämä tarjoaa paitsi kestävyyden ja naarmuuntumisen myös epätavallisia koristeellisia vaikutuksia. Plastisolikerros on kohokuvioitu levittämään pintaan kohokuviointi. Käyttöikä on 60–70 vuotta.
- PDVF on uusi muunnos, joka on erittäin UV-säteilyä kestävä. Vaikka pinnoite levitetään ohuena kerroksena - 27 mikronia, se riittää varmistamaan metallilaattojen kestävyyden.
Pinnoitteen säilyvyysaika riippuu käyttöolosuhteista.
Laitteet metallilaattojen valmistukseen

Laatat metallilaattojen valmistukseen sisältävät useita erilaisia kiinnikkeitä erilaisten tehtävien suorittamiseksi.
- Telojen kelauslaite on ohjattava konsolilaite ohutlevytuotteiden asentamiseen ja purkamiseen. Se voi olla erillinen rakenne, mutta useammin se on osa teknologista linjaa. Tuote valitaan kantokyvyn, kelausnopeuden, tehon ja sallitun rainan leveyden mukaan.
- Metallikattojen pääkone on rullamuovauskone. Taivutusprosessissa sillä on puristus- ja vetovoima metallilevylle. Tämän seurauksena arkki saa tietyn kokoonpanon. Taivutus on mahdollista missä tahansa kulmassa. Samanaikaisesti arkki pysyy monoliittisena eikä menetä voimaa. Rullamuovauskoneet ovat automatisoituja, mikä vähentää virheiden ja vikojen riskiä. Valintaparametrit: vierintänopeus, teho, suurin sallittu arkin paksuus ja leveys.
- Puristuskone - hydraulinen. Se sisältää puristimen, jossa muodostetaan vaiheet, leima ja hydrauliasemat - laitteet, jotka toimittavat öljyä hydraulisylintereihin. Rullamuovausmyllystä poistuvalla aihiolla on aaltomainen muoto. Puristuskoneessa aaltoileva helpotus rypistyy vaiheiden muodossa. Yksikkö valitaan tehon, painetason ja mahdollisen profiilileveyden mukaan.
- Metallileikkaus saksilla - koneelle leimatut arkit syötetään giljotiinisaksiin. Hydraulisesti tai mekaanisesti käytettävä laite leikkaa työkappaleet arkeiksi. Arviointiparametrit: veitsen isku, sallittu levyn paksuus ja leveys, veitsen iskujen määrä minuutissa. Tämä indikaattori määrittää yksikön tehokkuuden.
- Arkkivastaanotin - leikkaamisen jälkeen arkit siirretään arkkivastaanottimeen. Yksinkertaiset mallit voivat viedä vain yhden arkin, edistyneet - useita.
- Valmiiden arkkien kuormalava - vastaanottimesta levyt siirretään kuormalavalle. Täällä ne pinotaan ja siirretään varastoon lastausnosturia käyttäen.
Automaattinen ohjausjärjestelmä (ACS)
Suurin osa laitteista - kone metallilaattojen valmistamiseksi, puristus, sakset-giljotiini, voidaan automatisoida. Vaikuttaa mukavimmalta olla ohjelmoimatta kutakin konetta erikseen, mutta sisällyttämällä se yhteen järjestelmään ja antamalla komentoja kaikille linjan yksiköille kerralla. Tämä tapahtuu automaattisella ohjausjärjestelmällä.
Tärkeimmät kriteerit ACS: n valinnalle ovat virheen suuruus. Mitä pienempi se on, sitä tarkempi mittaus ja leikkaus ovat, mikä vähentää kustannuksia.
Täydelliset tuotantolinjat

Metallilaattojen valmistamiseksi voit ostaa valmiin linjan, joka sisältää kaikki tarvittavat elementit. Konfiguroinnista ja suorituskyvystä riippuen linjat on jaettu kolmeen luokkaan.
Perusyksikkö sisältää valssaamon, sakset-giljotiinin, puristuskoneen, hydraulijärjestelmän ja automaattisen ohjausjärjestelmän. Tämä vaihtoehto soveltuu aloittamiseen ja pieneen tuotantoon.
Vakio - paketti täyttää pienten tai keskisuurten yritysten tarpeet. Lueteltujen laitteiden lisäksi tämä sisältää paalien kelauslaitteen, kuormalavat ja muut tarvikkeet. Vierintänopeus jopa 7-8 metriä minuutissa.
Ensiluokkaiseen hintaan sisältyy myös ovensuljin ja servot. Linjan tuottavuus on korkeampi - jopa 10 metriä minuutissa.