Hitsausliikkeen työolot ovat erityisen epäedulliset työntekijöille. Hitsauksen aikana ilma on kyllästetty hiilen, typen, fluorin, otsonin oksideilla.
Hitsaamopaikan tuuletustehtävät

Hitsaus työpaja Vedä paikallisin keinoin (kupolit, imu, suojat) mahdollisimman suuri määrä myrkyllisiä epäpuhtauksia estäen niiden leviämistä koko huoneeseen;
- Puhdista ilma hitsaamon yleisen ilmanvaihtojärjestelmän avulla epäpuhtauksista, jotka ovat levinneet edelleen;
- Huolehdittava raittiin ilman saannista myrkyllisten epäpuhtauksien pitoisuuden vähentämiseksi.

Hitsaamon tuuletusjärjestelmä
Yksi tärkeimmistä kohdista hitsaamon tuuletuksen järjestämisessä on paikallisen pistorasian rakentaminen. Mitä paremmin hitsauspaikka on aidattu, sitä vähemmän haitallisia aineita pääsee työpajan ilmakehään.
Toisin sanoen vaadittu uuttoteho pienenee. Pakokaasumekanismin mitat ja teho vaikuttavat hitsaustyön luonteeseen. Jos pääasiassa pieniä osia keitetään ja tehdään samassa paikassa, hitsausaseman ilmanvaihdon järjestäminen on halvempaa. Noin kaksi kolmasosaa myrkyllisistä epäpuhtauksista kerääntyy kupolien avulla, loput yleisen konepellin avulla. Mutta jos hitsauksen aikana on tarpeen liikkua suuren esineen ympäri, paikalliset huput eivät ole tehokkaita.
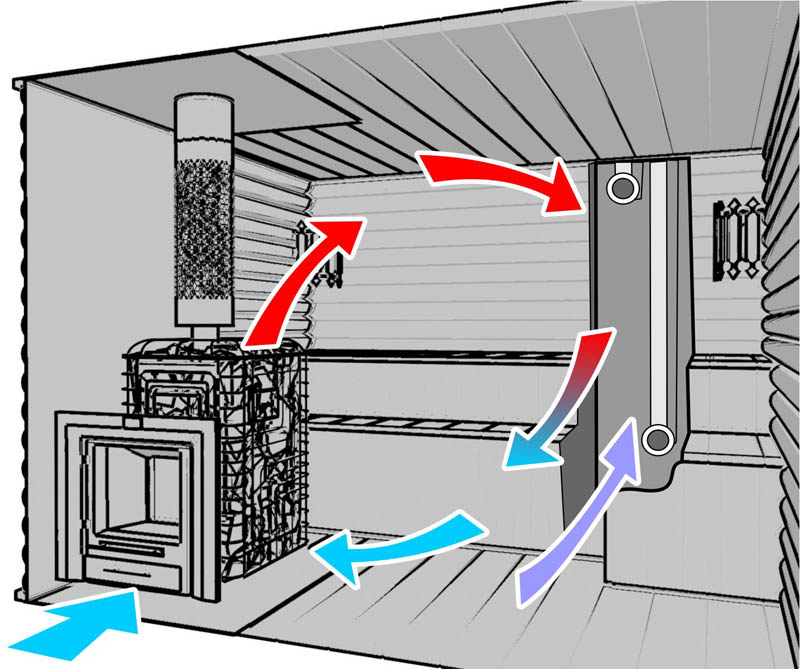
Hitsausaseman ilmanvaihto on varustettava tehokkailla pakojärjestelmillä, 30% tehosta on suunnattava työpajan ylemmälle tasolle ja 70% alemmalle.
Hitsauslaitoksen ilmanvaihdon laskeminen
Hitsaustuotannon ilmanvaihto lasketaan tunnissa käytettyjen elektrodien määrän perusteella. Joten käsin hitsattaessa yhden kilogramman elektrodien osuus on 1,5 - 4,5 tuhatta kuutiometriä ilmaa tunnissa. Jos hitsaus suoritetaan puoliautomaattisella menetelmällä hiilidioksidiympäristössä, elektrodikiloa kohti lasketaan 1,7 - 2 kuutiometriä ilmaa tunnissa. Keskimäärin yksi työntekijä käyttää noin viisi kilogrammaa elektrodeja tunnissa.
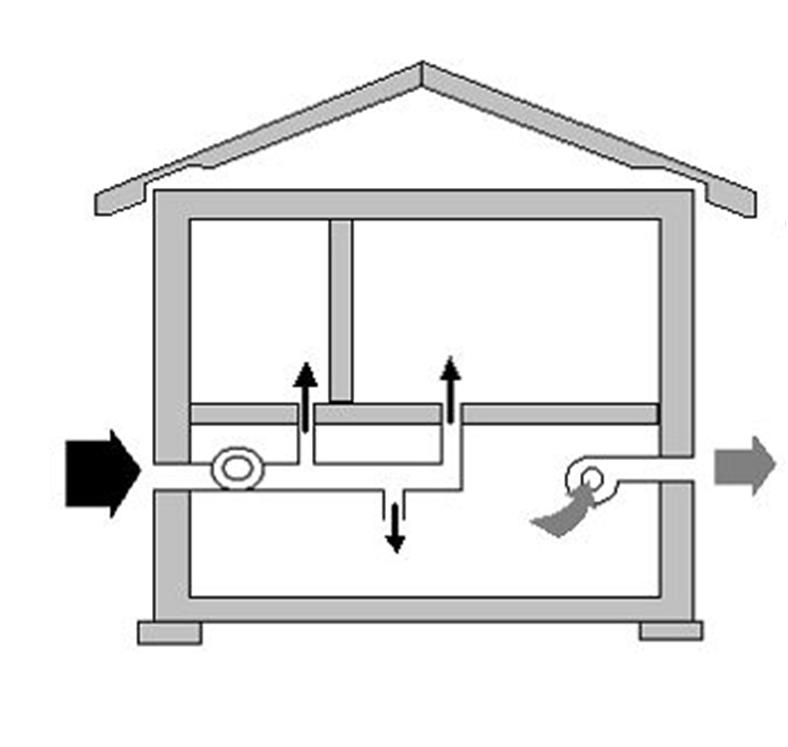
Hitsaustuotannon tuuletusta varten on tarpeen ottaa tehokkaat puhaltimet, ne asennetaan rakennuksen ulkopuolelle erityisiin tukiin. Ilmanvaihtokanavat asennetaan metalliputkista paikkoihin, jotka ovat helposti asennettavissa ja lähinnä työpaikkoja.
Hitsausalueen ilmanvaihtoa asennettaessa on tärkeää sijoittaa syöttöputket siten, että ne vangitsevat työntekijöiden sijainnit ja helpottavat samalla pilaantuneen ilman ulosvirtauksen toimintaa.
Joissakin tapauksissa suodatin asennetaan hitsausalueen ilmanvaihdon poisto-osaan. Näin voit luoda ilmanvaihdon työpajaan päästämättä haitallisia epäpuhtauksia kaupungin ilmakehään.