A polimer vízvezetékek egyetlen vezetékre történő csatlakoztatását kétféle módon végezzük: összekötő elemek (szerelvények) vagy forrasztás segítségével. Ez utóbbi lehetőség gazdaságosabb - nincs szükség további alkatrészek vásárlására. De ehhez speciális eszközökre van szükség. Ha ismeri a hegesztés bonyolultságait, akkor saját kezűleg, szakemberek bevonása nélkül, megfelelő módon lehet forrasztani a házi vízellátáshoz szükséges műanyag csöveket. Ez megspórolja a családi költségvetést is.
Eszközök a munka elvégzéséhez

A műanyag és propilén elemek összekapcsolásához a termikus diffúzió módszerét alkalmazzák - fúziót, ha egy speciális forrasztópáka hevíti. Az egyszerű forrasztószerszámtól abban különbözik, hogy nem rézelektródákat használ, hanem acélfúvókákat. A forrasztópáka fűtőelemének lyukain vannak rögzítve. A hőmérséklet-szabályozás a testen elhelyezett termosztát segítségével történik.
Polietilénből vagy polipropilénből készült csőelemekkel történő munkavégzéshez ezenkívül szükséged lesz:
- mérőeszközök - mérőszalag, vonalzó, négyzet, szint;
- speciális olló vagy csővágó;
- zsírtalanító folyadék.
Ezenkívül érdemes finomszemcsés csiszolópapírt vagy vékony reszelőt készíteni. Segítenek abban, hogy a vágások tökéletesen simák legyenek.
Biztonsági intézkedések
Forrasztópáka használatakor be kell tartania a biztonsági előírásokat. Ennek elmulasztása negatívan befolyásolja a tapadás minőségét, sérüléseket és égési sérüléseket okozhat.
Tartsa be a következő szabályokat:
- A forró forrasztópákát csak az állványra helyezze.
- Viseljen kesztyűt, hogy megvédje kezét az égési sérüléstől.
- A munkát jól szellőző helyen végezze, mert a polimer anyagok hevítve káros anyagokat bocsátanak ki.
A hegyek teflon bevonattal vannak ellátva, hogy elkerüljék a szénlerakódást. Minden hegesztési folyamat végén a maradék polimert fa spatulával el kell távolítani. A kihűlt fúvókákat nem szabad tisztítani, mert ez károsíthatja a bevonatot és eltörheti a forrasztópáka.
A forrasztó vízvezetékek jellemzői

A munka megkezdése előtt ki kell választania a megfelelő technológiát. Három forrasztási módszert alkalmaznak a csatlakozáshoz:
- Csatolás. Ebben az esetben olyan tengelykapcsolókat használnak, amelyek az ütköző részek közé vannak behelyezve. A folyamat sajátossága, hogy csak maguk a csatlakozó elemek fűtenek. Általában a módszert kis és közepes keresztmetszetű csövekhez alkalmazzák.
- Harang alakú. Különböző átmérőjű fúvókákat használnak. Az alkatrészek végeit 90 fokos szögben levágják és megtisztítják, majd behelyezik a megfelelő szakasz fúvókájába. A forrasztás során a két elem végét felmelegítik, megolvasztják és összekapcsolják. A dokkolás után az alkatrészeket nem szabad forgatni.
- Butykova. Egyidejűleg két szegmens végét forralják az egész síkon. Nagy csövek csatlakoztatására használják - 5 cm-nél nagyobb átmérővel és 0,4 cm-es falvastagsággal.
Ha megerősített csöveket kell forrasztania, akkor szüksége lesz egy speciális eszközre - borotvára. Meg kell tisztítani a csövet az alumíniumból, amely a felső polimer bevonat alatt van elrejtve. Ezenkívül a csöveket a szokásos módszer szerint hegesztik.
Néha menetes részekre van szükség a csővezeték szakaszában. Ez a szerelvény megfelelő csőcsatlakozáshoz forrasztható.A csöveken végzett hegesztési munkákat csak pozitív környezeti hőmérsékleten szabad elvégezni.
A hegesztési folyamat sorrendje
Először maguknak kell elkészíteniük a csöveket. A szükséges méretű darabokra oszlik, a végeiket kiegyenlítik és polírozzák, az ízületeket zsírtalanító folyadékkal törölik le.
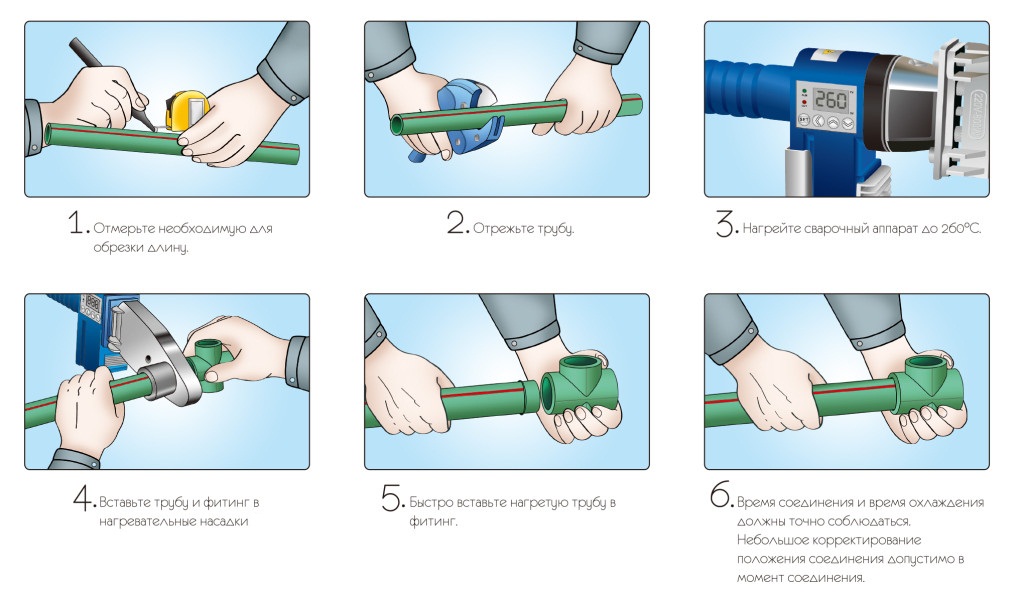
Termosztát segítségével a szükséges fűtést választják ki, figyelembe véve a polimereknél mutatott különbséget. Pontosíthatja, hogy mely konkrét csöveket forrasztja, ha megjelöli magát a terméket. Polipropilén és polivinil-klorid csöveknél (PP és PVC) a fűtést 260 fokig, a polietilén (HDPE) csöveknél - 220 fokig. A fűtött elemeket úgy csatlakoztatják egymáshoz, hogy a csövet behelyezik az aljzatba, a tengelykapcsolóba, vagy a szegmensek végeit összekötik.
Az olvadás időtartamát a kívánt hőmérsékleti hőmérséklet elérése után a szakasztól függően határozzuk meg:
| Termékátmérő (mm) | Fűtési idő a kívánt hőmérsékletre (sec) | Tapadási periódus (mp) | Hűtési idő (perc) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Miután az ízület lehűlt, ellenőrizze az elvégzett munka helyességét. A hegesztett rész tömítettségét víz fújásával és átengedésével ellenőrizzük. Ha az illesztés varrása rosszul van elkészítve, akkor a varrat levágódik, és ismét hegesztésre kerül sor.
Forrasztás nehezen elérhető helyeken és sarkokban

Szükség esetén a csöveket szögben lehet forrasztani. Ehhez speciális szögkapcsolókat használnak. A szög a hajlítás mértékének szabályozására szolgál. Vásároljon termékeket egy gyártótól, ez biztosítja az összekapcsolandó elemek nagy tapadását.
A laikus számára nehezen elérhető helyeken nehéz hegeszteni. A mennyezet alatt végzett munka során a forrasztógépet akasztóra kell akasztani. Néha szükség van egy már működő vízellátó rendszer egy alkatrészének cseréjére: olyan sérülés esetén, amelyen keresztül víz csöpög, vagy erős elzáródás esetén. A legegyszerűbb módszer a menetes szerelvények forrasztása azokon a helyeken, ahol kényelmes ezt megtenni, és máris ráültetni a cső egy részét.
Forraszthatja meg a polipropilén csövet, ha a víz kis repedésen át csöpög át, a kézi hegesztési módszerrel. A rést az az anyag zárja le, amelyből a cső készül. Forró szöget vagy csavarhúzót alkalmaznak a hibás helyre. A lyukat olvadt polimer borítja. De ez ideiglenes lehetőség, a sérült területet még ki kell cserélni.
Rövid ideig a polimer termék ipari hajszárítóval lezárható. Az ízületet addig melegítik, amíg az anyag meg nem puhul. A csőre bilincset helyeznek és szorosan meghúznak.
Lehetséges hibák

- nyers szeletekkel dolgozni;
- a dokkoló részek egyenetlenségei;
- a csatlakoztatott elemek pontatlan igazítása;
- túl nagy erő a csatlakozáskor;
- a cső hiányos behelyezése az illesztési csatlakozásba;
- a hegesztendő alkatrészek kevés vagy túlzott melegítése;
- erősítő réteg jelenléte;
- az elemek helyzetének megváltoztatása a műanyag lehűlése után;
- forrasztópáka használata polimerrel szennyezett fúvókákkal;
- a lehűlt fúvókák tisztítása és az alkatrészek későbbi használata sérült teflonréteggel.
Néha kiváló minőségű anyagokon az erős túlmelegedés nem okoz vizuális külső hibákat. De ugyanakkor van egy belső deformáció is, amikor a fűtött műanyag elzárja a belső járatot. Ez a víz áramlásának gyors eltömődéséhez és elzáródásához vezet.
A forró forrasztás mellett hideg hegesztési módszert alkalmaznak. A technika magában foglalja egy speciális oldószer alkalmazását aktív forrasztókomponensként, amely lágyítja a polimer szerkezetét. Bonyolultsága miatt a módszer nem nyert nagy népszerűséget.