Kovová krytina je vylepšenou a atraktívnejšou verziou profilovaného plechu. Dostalo svoje meno, pretože napodobňuje šindle, ale niekedy vyzerá oveľa estetickejšie. Materiál sa vyrába špeciálnou technológiou a na rôzne účely.
Kde sa vyrábajú kovové dlaždice?
Kovová taška je populárny náter, preto ju vyrábajú veľké továrne aj malé spoločnosti. Kvalita plechu nezávisí od rozsahu výroby, ale od zariadenia použitého na výrobu kovových dlaždíc. Rovnako ako v mnohých iných prípadoch, kvalita závisí od dodržiavania všetkých technologických zložitostí.
Medzi najslávnejšie spoločnosti v oblasti náterov v Rusku patria:
- Neva-Stal;
- „KSP“;
- Centrum sibírskeho kovu;
- „Elektrický štít“.
Existuje mnoho ďalších tovární nachádzajúcich sa v Moskve, Lipecku, Petrohrade, Volgograde.
Zo zahraničných výrobcov sú najobľúbenejšími na ruskom trhu:
- Fínska spoločnosť RUUKKI;
- jeden z najväčších výrobcov kovov na svete, koncern Arcelor Mittal;
- Slovenská spoločnosť U.S. Steel Kosice.
Populárne sú aj malé spoločnosti v Poľsku a Číne.
Pri nákupe kovových dlaždíc musíte venovať pozornosť záručnej dobe. Ak je napríklad potiahnutý plastisolom, záruka výrobcu je 50 rokov.
Z čoho sú vyrobené kovové dlaždice

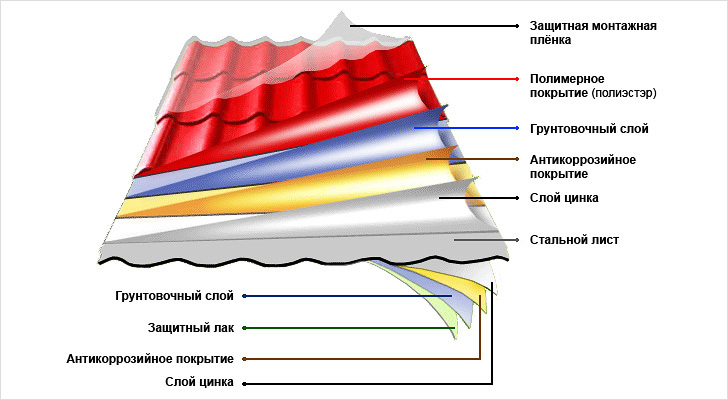
Kovová taška je zložitý viacvrstvový materiál. Pozostáva z nasledujúcich prvkov.
- Základom je plech. Najčastejšie ide o oceľ, ale ako základ môže slúžiť aj meď a hliník. Ten je ľahší a nebojí sa korózie, preto nepotrebuje ochrannú zinkovú vrstvu.
- Zinková vrstva - pokrýva plech z oboch strán. Kov vytvára oxidačný film, ktorý bráni kyslíku a vlhkosti v prístupe k oceľovej základni. Hustota vrstvy sa pohybuje od 190 do 275 g / m². Určuje, kde je možné použiť kovové dlaždice: v južnej oblasti, na vysočine, v oblasti pri mori.
- Pasívna vrstva - vytvára akýsi vyrovnávací nárazník a zlepšuje priľnavosť.
- Pôdna vrstva - vykonáva rovnakú úlohu, ale selektívnejšie vzhľadom na nanesený náter.
- Spodná vrstva kovovej dlaždice je lak. Je bezfarebný a nemá žiadny dekoratívny efekt. Jeho úlohou je vytvoriť ďalšiu mechanickú ochranu.
- Horná vrstva podlahy je dekoratívny povlak na báze polymérnej kompozície. Farba určuje nielen vzhľad kovovej dlaždice, ale aj jej odolnosť voči ultrafialovému žiareniu, mechanickému namáhaniu a vlhkosti.
Vlastnosti hornej dekoratívnej vrstvy do značnej miery určujú trvanlivosť materiálu.
Výrobná technológia

Bez ohľadu na typ zariadenia na výrobu vlnitej lepenky a kovových dlaždíc, výrobný proces zahŕňa 3 hlavné etapy:
- valcovanie profilu a získanie reliéfneho povrchu;
- dierovanie - tvarovanie profilu: kaskáda, monterrey, supermonterrey;
- rezanie na listy požadovanej veľkosti.
V každej fáze je potrebné monitorovať správne vykonávanie technických operácií a skontrolovať zhodu obrobku. Počas rolovania je dôležité starostlivo sledovať postupnosť akcií. Pri lisovaní musíte sledovať zhodu obrobku so zadaným profilom.
Táto technológia zahŕňa nasledujúce operácie.
- Na odvíjaciu linku sa privádza kovový zvitok určitej hrúbky - od 0,4 do 12 mm, ktorý sa zafixuje v priehradke.
- Linka je privedená do dizajnovej frézy, kde je vyrazený profil. Existuje mnoho druhov pomerov hrebeňa a tvaru vlny.
- Pás sa privádza do nožníc, kde sa pavučina automaticky strihá na listy požadovanej veľkosti.
- Obrobok sa prevedie na pozinkovanie. V niektorých prípadoch sa táto operácia vykonáva pred valcovaním.
- Kovová dlaždica je pokrytá ochrannými vrstvami: najskôr pasivačnou vrstvou, potom základným náterom a na konci vrstvou polymérnej farebnej kompozície.
Všeobecná schéma sa zachováva pri výrobe ľubovoľného typu kovových dlaždíc. Vlastnosti materiálu určujú vlastnosti profilu, hrúbku zinkovej vrstvy, zloženie farby.
Druhy povlakov
- Polyester - matný alebo hladký. Povlak sa používa 75% času. Hrúbka vrstvy 25 mikrónov. Polyester je odolný proti opotrebovaniu, poskytuje strednú UV ochranu. To znamená, že v oblastiach s agresívnym slnkom horí povlak. Navrhnuté na 5-10 rokov prevádzky. Matná polyesterová vrstva je hrubšia - až 35 mikrónov. Tento náter vydrží až 15 rokov.
- Polyuretán - pural. Nanáša sa vo vrstve do 50 mikrónov. Je veľmi odolný, odoláva teplotám od -60 do +100 C. Nepraská za vysokej vlhkosti a nebledne na slnku. Čas použiteľnosti nie je kratší ako 30 rokov. Takéto kovové dlaždice sú oveľa drahšie.
- Purex je dekoratívna fólia s veľmi vysokou plasticitou a pevnosťou. Know-how od spoločnosti RUUKKI. Výrobca poskytuje záruku na krytie po dobu 50 rokov.
- Plastisol je polymér na báze polyvinylchloridu. Nie príliš odolný voči chladu - vydrží iba - 10 ° C, ale dobre znáša horúčavy. Plastisolová vrstva dosahuje 200 mikrónov. To poskytuje nielen trvanlivosť a odolnosť proti poškriabaniu, ale aj neobvyklé dekoratívne efekty. Vrstva plastisolu je reliéfna, aby sa na povrch aplikoval reliéfny vzor. Životnosť je 60–70 rokov.
- PDVF je nový variant, ktorý je vysoko odolný proti UV žiareniu. Aj keď je povlak nanášaný v tenkej vrstve - 27 mikrónov, je to dostatočné na zabezpečenie trvanlivosti kovovej dlaždice.
Čas použiteľnosti náteru závisí od prevádzkových podmienok.
Zariadenia na výrobu kovových dlaždíc

Zariadenie na výrobu kovových dlaždíc obsahuje niekoľko rôznych prídavných zariadení na vykonávanie rôznych úloh.
- Odvíjač valcov je poháňané konzolové zariadenie na inštaláciu a odvíjanie tenkých plechových výrobkov. Môže to byť samostatná konštrukcia, ale častejšie je súčasťou technologickej linky. Produkt sa vyberá podľa jeho nosnosti, rýchlosti odvíjania, výkonu a povolenej šírky pásu.
- Hlavným strojom na výrobu kovových strešných krytín je stroj na valcovanie. V procese ohýbania pôsobí na kovový plech tlakovým a ťahovým účinkom. Výsledkom je, že hárok nadobúda určitú konfiguráciu. Ohýbanie je možné v ľubovoľnom uhle. Hárok zároveň zostáva monolitický a nestráca pevnosť. Valcovacie stroje sú automatizované, čo znižuje riziko chýb a porúch. Parametre výberu: rýchlosť valcovania, výkon, maximálna prípustná hrúbka a šírka plechu.
- Lisovací stroj - hydraulický. Zahŕňa lis, kde sa vytvárajú etapy, lisovňa a hydraulické stanice - zariadenia, ktoré dodávajú olej do hydraulických valcov. Predvalok, ktorý opúšťa valcovaciu stolicu, má zvlnený tvar. V lisovacom stroji je zvlnený reliéf zmačkaný vo forme krokov. Jednotka sa vyberá podľa výkonu, úrovne tlaku, možnej šírky profilu.
- Rezanie kovov nožnicami - plechy vyrazené na stroji sa privádzajú na gilotínové nožnice. Hydraulicky alebo mechanicky poháňané zariadenie reže obrobky na plechy. Parametre vyhodnotenia: zdvih noža, prípustná hrúbka a šírka plechu, počet zdvihov noža za minútu. Tento indikátor určuje účinnosť jednotky.
- Prijímač listov - po vyrezaní sa listy prenesú do prijímača listov. Jednoduché modely môžu mať iba 1 list, vylepšené - niekoľko.
- Paleta na hotové listy - z prijímača sa listy prenášajú na paletu. Tu sa naskladajú a pomocou nakladacieho žeriavu sa dopravia do skladu.
Automatický riadiaci systém (ACS)
Väčšinu zariadení - stroj na výrobu kovových dlaždíc, lisovanie, nožnice-gilotínu, je možné automatizovať. Najvýhodnejšie sa javí neprogramovať každý stroj osobitne, ale zahrnúť ho do jedného systému a dávať príkazy všetkým jednotkám linky naraz. To sa deje automatickým riadiacim systémom.
Hlavným kritériom pre výber ACS je veľkosť chyby. Čím je menšia, tým presnejšie je meranie a rezanie, čo znižuje náklady.
Kompletné výrobné linky

Na výrobu kovových dlaždíc si môžete kúpiť hotovú linku, ktorá obsahuje všetky potrebné prvky. V závislosti od konfigurácie a výkonu sú riadky rozdelené do 3 tried.
Medzi základné patrí valcovňa, nožnice-gilotína, lisovací stroj, hydraulický systém a automatizovaný riadiaci systém. Táto možnosť je vhodná pre rozbeh a malú výrobu.
Štandard - balík spĺňa potreby malých a stredných podnikateľov. Okrem uvedeného vybavenia to zahŕňa odvíjač balíkov, palety a ďalšie príslušenstvo. Rýchlosť valenia až 7-8 metrov za minútu.
Súčasťou prémie je aj zatvárač dverí a serva. Produktivita linky je vyššia - až 10 metrov za minútu.