Pripojenie polymérnych vodovodných potrubí do jedného vedenia sa uskutočňuje dvoma spôsobmi: pomocou spojovacích prvkov (tvaroviek) alebo spájkovaním. Druhá možnosť je ekonomickejšia - nie je potrebné dokupovať ďalšie diely. Vyžaduje si to však špeciálne nástroje. Ak poznáte zložitosť zvárania, je možné správne spájkovať plastové potrubia pre domáce zásobovanie vodou vlastnými rukami bez zapojenia špecialistov. Ušetrí to aj rodinný rozpočet.
Nástroje na dokončenie úlohy

Na pripojenie plastových a propylénových prvkov sa používa metóda tepelnej difúzie - fúzia pri zahrievaní špeciálnou spájkovačkou. Od jednoduchého spájkovacieho nástroja sa líši tým, že nepoužíva medené elektródy, ale oceľové dýzy. Sú upevnené v otvoroch na výhrevnom telese spájkovačky. Regulácia teploty sa vykonáva pomocou termostatu umiestneného na tele.
Pre prácu s potrubnými prvkami vyrobenými z polyetylénu alebo polypropylénu budete navyše potrebovať:
- meracie prístroje - zvinovací meter, pravítko, štvorec, vodováha;
- špecializované nožnice alebo rezačka rúr;
- odmasťovacia kvapalina.
Ďalej stojí za to pripraviť jemnozrnný brúsny papier alebo tenký pilník. Pomôžu vám urobiť vaše strihy dokonale hladké.
Bezpečnostné opatrenia
Pri práci s spájkovačkou musíte dodržiavať bezpečnostné opatrenia. V opačnom prípade bude mať negatívny vplyv na kvalitu priľnavosti a môže dôjsť k poraneniu a popáleniu.
Dodržiavajte nasledujúce pravidlá:
- Horúcu spájkovačku umiestnite iba na stojan.
- Noste rukavice, aby ste si chránili ruky pred popáleninami.
- Práce vykonávajte na dobre vetranom mieste, pretože polymérne materiály pri zahrievaní vylučujú škodlivé látky.
Hroty sú potiahnuté teflónom, aby sa zabránilo usadzovaniu uhlíka. Na konci každého procesu zvárania musí byť zvyšný polymér odstránený drevenou špachtľou. Nie je dovolené čistiť chladené trysky, pretože by to mohlo poškodiť povlak a zlomiť spájkovačku.
Vlastnosti spájkovacích vodovodných potrubí

Pred začatím práce musíte zvoliť správnu technológiu. Na pripojenie sa používajú tri spôsoby spájkovania:
- Spojka. V tomto prípade sa používajú spojky, ktoré sa vkladajú medzi dosadajúce časti. Zvláštnosťou procesu je, že sa ohrievajú iba samotné spojovacie prvky. Zvyčajne sa metóda používa pre rúry s malým a stredným prierezom.
- V tvare zvona. Používajú sa trysky rôznych priemerov. Konce častí sú narezané pod uhlom 90 stupňov a vyčistené a potom zasunuté do trysky zodpovedajúcej časti. Počas spájkovania sa konce dvoch prvkov zahrejú, roztavia a spoja. Po dokovaní sa diely nesmú otáčať.
- Butykova. Súčasne sú konce dvoch segmentov zvárané pozdĺž celej roviny. Používa sa na pripojenie veľkých potrubí - s priemerom viac ako 5 cm a hrúbkou steny 0,4 cm.
Ak potrebujete spájkovať vystužené rúry, budete potrebovať špeciálny nástroj - holiaci strojček. Je potrebné vyčistiť potrubie z hliníka, ktorý je skrytý pod horným polymérovým povlakom. Ďalej sú rúry zvárané štandardnou metódou.
Niekedy sú v časti potrubia potrebné závitové diely. Túto armatúru je možné spájkovať na vhodný spoj potrubia.Zváracie práce na potrubiach by sa mali vykonávať iba pri pozitívnych teplotách okolia.
Postupnosť procesu zvárania
Najprv musíte pripraviť samotné rúry. Sú rozdelené na kúsky požadovanej veľkosti, konce sú vyrovnané a vyleštené, kĺby sú utreté odmasťovacou kvapalinou.
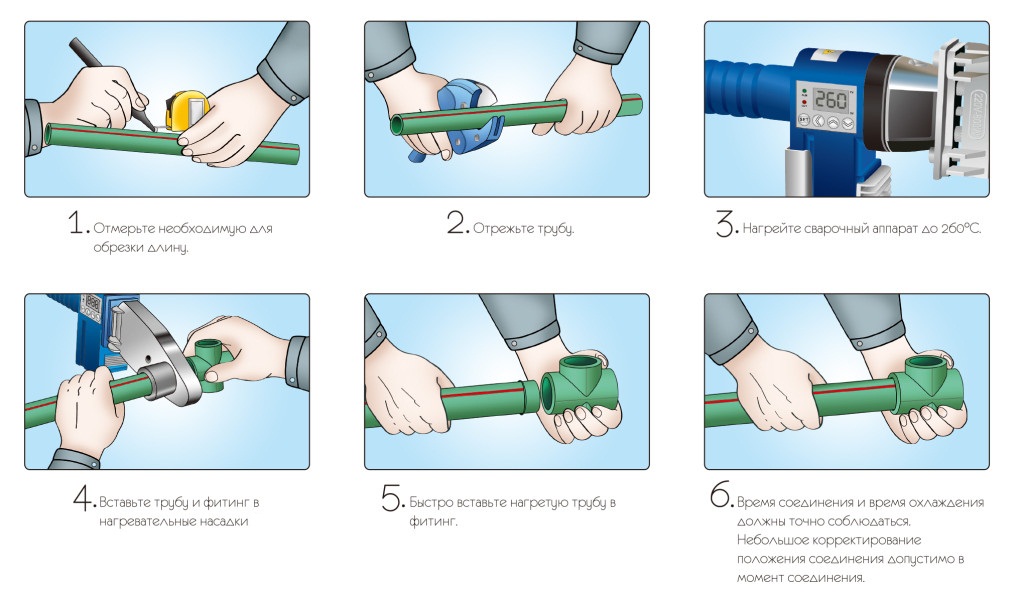
Pomocou termostatu sa vyberie požadované vykurovanie, berúc do úvahy rozdiel v tomto ukazovateli pre polyméry. Označením na samotnom produkte môžete objasniť, ktoré konkrétne rúry spájkujete. Pre polypropylénové a polyvinylchloridové rúry (PP a PVC) sa ohrev vykonáva až na 260 stupňov, pre polyetylénové (HDPE) rúry - až 220 stupňov. Vyhrievané prvky sú navzájom spojené zasunutím potrubia do hrdla, spojky alebo spojením koncov segmentov.
Trvanie tavenia po uvedení do požadovaného teplotného režimu sa určuje v závislosti od úseku:
| Priemer produktu (mm) | Čas ohrevu na požadovanú teplotu (s) | Doba adhézie (s) | Doba chladenia (min) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
Po ochladení spoja skontrolujte správnosť vykonanej práce. Tesnosť zváraného úseku sa kontroluje fúkaním a prúdením vody. Ak je šev spoja vyrobený zle, šev sa odreže a opäť sa vykoná zváranie.
Spájkovanie na ťažko dostupných miestach a v rohoch

V prípade potreby je možné rúrky spájkovať pod určitým uhlom. Na to sa používajú špeciálne uhlové spojky. Uhol slúži na riadenie stupňa ohybu. Nakúpte výrobky od jedného výrobcu, zabezpečí to vysokú priľnavosť spojovaných prvkov.
Zváranie na ťažko dostupných miestach je pre laika náročné. Pri práci pod stropom musí byť spájkovačka zavesená na háku. Niekedy je potrebné vymeniť diel v už fungujúcom systéme zásobovania vodou: v prípade poškodenia, cez ktoré kvapká voda, alebo silného upchatia. Najjednoduchším spôsobom je spájkovať závitové tvarovky na tých miestach, kde je to vhodné, a už na ne zasadiť časť potrubia.
Ak kvapká voda cez malú trhlinu, môžete spájkovať polypropylénovú rúrku metódou remeselného zvárania. Medzeru uzatvára materiál, z ktorého je rúrka vyrobená. Na poškodené miesto sa aplikuje horúci klinec alebo skrutkovač. Otvor je pokrytý roztaveným polymérom. Je to však dočasná možnosť, poškodenú oblasť bude treba ešte vymeniť.
Na krátku dobu je možné polymérny výrobok zapečatiť priemyselným sušičom vlasov. Spoj sa zahrieva, kým materiál nezmäkne. Na potrubie sa aplikuje svorka a pevne sa utiahne.
Možné chyby

- práca so surovými plátkami;
- nerovnosti dokovacích častí;
- nepresné vyrovnanie spojených prvkov;
- príliš veľká sila pri spájaní;
- neúplné zasunutie potrubia do prípojky armatúry;
- malé alebo nadmerné zahrievanie častí, ktoré sa majú zvárať;
- prítomnosť výstužnej vrstvy;
- zmena polohy prvkov po ochladení plastu;
- použitie spájkovačky s tryskami kontaminovanými polymérom;
- čistenie chladených trysiek a následné použitie dielov s poškodenou teflónovou vrstvou.
Niekedy na vysoko kvalitných materiáloch silné prehriatie nespôsobuje vizuálne vonkajšie chyby. Zároveň však dochádza k vnútornej deformácii, keď ohriaty plast blokuje vnútorný priechod. To vedie k rýchlemu upchatiu a zablokovaniu prietoku vody.
Okrem spájkovania za tepla sa používa metóda zvárania za studena. Táto technika spočíva v použití špeciálneho rozpúšťadla ako aktívnej spájkovacej zložky, ktorá zmäkčuje štruktúru polyméru. Pre svoju zložitosť si metóda nezískala veľkú popularitu.